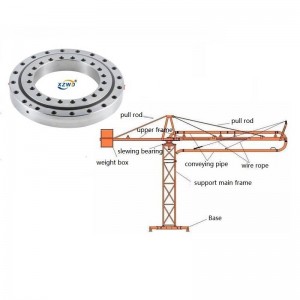
බාහිර ආම්පන්න ස්ලූවිං වළල්ලක් සහිත බර වැඩ ටර්න්ටබල් ෙබයාරිං



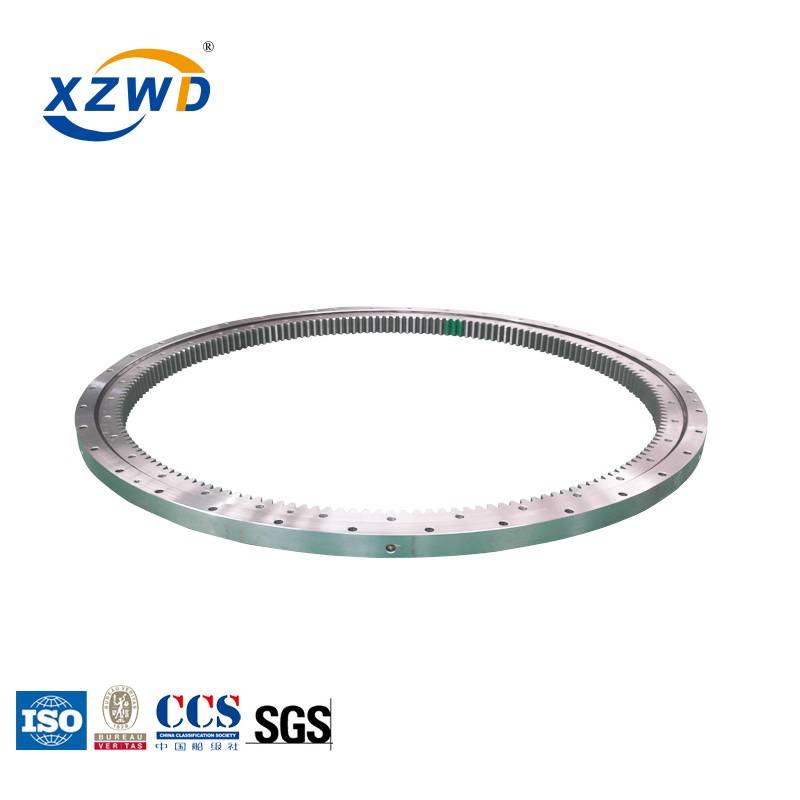

ISO6336-1:2006, ISO6336-2:2006 සහ ISO6336-3:2006 අනුව අවසාන සහ තෙහෙට්ටුව බර යටතේ ගියර්වල ස්පර්ශක සහ නැමීමේ ශක්තිය ගණනය කර සත්යාපනය කරන ලදී.Sf 1.48 ක් වන අතර ගියර් දැල් නිෂ්කාශනය රේඩියල් ඉවතට යන ඉහළම ස්ථානය සඳහා සකස් කර ඇත.slewing ෙබයාරිංගියර් තාර කවය.අවම දත් නිෂ්කාශනය සාමාන්යයෙන් 0.03 සිට 0.04x මාපාංකය වන අතර, සම්පූර්ණ වට ප්රමාණයේ ඇති පිනියන් ගියර්වල ගියර් දැල් නිෂ්කාශනය අවසාන සවි කිරීමෙන් පසු නැවත පරීක්ෂා කිරීම අවශ්ය වේ.slewing ෙබයාරිං.
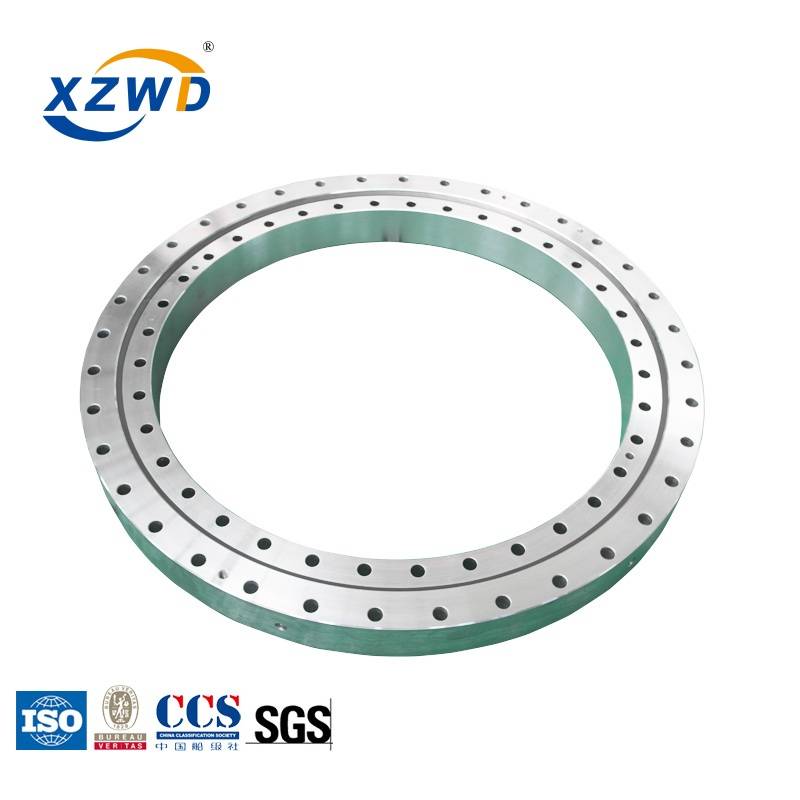
තනි පේළි හතරක ස්පර්ශ බෝල ස්ලූවිං රින්ග් අභ්යන්තර බෝල යන්ත්රෝපකරණ නිරවද්යතාවය සහ අභ්යන්තර ධාවන පථ යන්ත්රෝපකරණ නිරවද්යතාවය ඉහළ නැත, නැතහොත් ධාවන පථයේ රෝලර් සහ ස්පේසර් ගැටුමේ ගුණාත්මක දෝෂ සහ ලිහිසි තෙල් නොමැතිකම, ස්ලූවිං වළල්ලේ සුමට ක්රියාකාරිත්වයට සෘජුවම බලපායි. සහ ඝෝෂාව, ඒ නිසා slewing ring defects පරීක්ෂා කිරීමේදී, සමහර විට අසාර්ථක වීමේ වාර ගණන අඩු කිරීම සඳහා පන්දුව ප්රතිස්ථාපනය කිරීමෙන්.
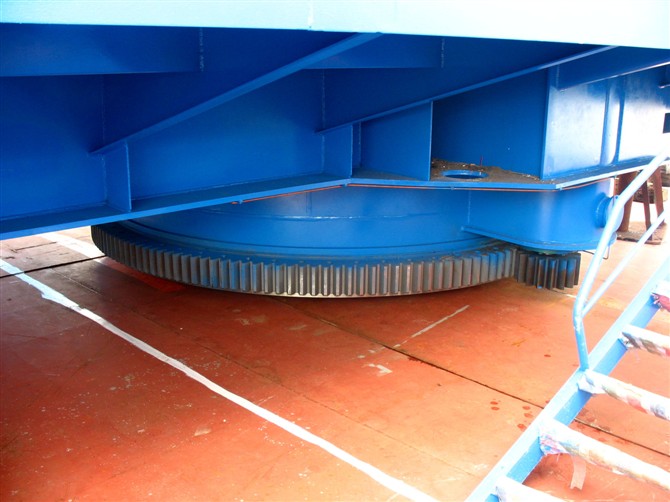
දිගු වැඩ කාලයකින් පසු බර පැටවීම නිසා, තාර රේඛාව අසල කුඩා ලෝහ කැබැල්ලක් හෝ ලෝහ තීරුවක් ඇත, ලෝහ චිප්ස් වලවල් හෝ දත් දැමීම, වලවල් හෝ දත් සෑදීම.වැඩ කරන කාලය වැඩිවීමත් සමඟ ස්ලූවිං ෙබයාරිං දත් මතුපිට සිදුරු කිරීම සහ ප්රසාරණය වීම නිසා ස්ලූවිං දැල් දත් හානිය, කුළුණු දොඹකරයේ භ්රමණ ශබ්දය සහ බලපෑම වැඩි වීම, ලෝහ අංශු පහළට බලපෑම් චක්රය සහ ස්ලූවිං මුදු දත් මතුපිට ඇඳීම වේගවත් කරයි. විෂම චක්රයක් ගොඩනැගීම.මීට අමතරව, ස්ලූවිං රින්ග් යාන්ත්රණයේ ආරම්භක මෝටරය නිෂ්පාදනය කිරීම සහ එකලස් කිරීම බලපෑම් කම්පනය ඇති කිරීම සඳහා තමන්ගේම දෝෂ ඇති අතර, ස්ලූවිං බෙයාරිං සහිත ඩ්රයිව් රෝදයේ සම්බන්ධ වීමේ ක්රියාවලිය අස්ථායී වන අතර එමඟින් ජිටර් සහ ප්රතිවර්තන ශබ්දයේ සංඛ්යාතය වැඩි වේ. ඩෙසිබල්.

වෑල්ඩයේ ගුණාත්මකභාවය ප්රමිතියෙන් තොර නම්, වෑල්ඩ දෝෂය නැවත සකස් කර නැවත සකස් කිරීම අවශ්ය වේ.අළුත්වැඩියා කිරීමේදී වෙල්ඩින් අළුත්වැඩියා කිරීමේදී නව වෙල්ඩින් ආතතියක් ඇති කරනවා පමණක් නොව, යන්ත්රෝපකරණ සවි කරන මතුපිට සමතලා වීමද විශාල බලපෑමක් ඇති කරයි, ඒ සමඟම අභ්යන්තර රෝලිං බොඩි සහ ස්ලූවිං රින්ග් රේස්වේ හරහා ස්ලූවිං බෙයාරිං තුළ ජනනය වන වෑල්ඩින් ධාරාව ද ඇත. යම් හානියක් සිදු කරයි.මීට අමතරව, නිෂ්පාදන එකලස් කිරීමේදී එකලස් කිරීමේ දෝෂ, පින් නූල් දැමීමේ ක්ෂේත්ර ස්ථාපනය සහ බෝල්ට් පූර්ව පැටවීම ද අවශ්යතා සපුරා නොමැති නම් අසාමාන්ය ශබ්දයක් හෝ කතා බහක් ඇති කළ හැකිය.
slewing ring ප්රධාන ආකාර බාහිර හා අභ්යන්තර වර්ගය වේ, විශාල හා කුඩා ගියර් දැල දුර්වල ලෙස, සමහර විට තද, සමහර විට ලිහිල්, slewing ring tooth එකේ උපරිම ස්ථානයේ meshing ඉතා තදින් ශබ්දය නිපදවයි.එබැවින් නිෂ්පාදන ක්රියාවලිය ඉතා වැදගත් වේ.නිශ්චලව කම්හලෙන් පිට වූ Slewing Bearing සාමාන්ය දෙයක් වන වානේ බෝල පෙරළෙන ඒකාකාර ශබ්දයක් නිකුත් කරනු ඇත.තවත් අසාමාන්ය ලෙස විශාල නාදයක් සමඟ ඒකාකාර සාමාන්ය නාද වීම අසාමාන්ය වේ.අසාර්ථක වීමට බොහෝ හේතු තිබේ.
1. අපගේ නිෂ්පාදන ප්රමිතිය යන්ත්රෝපකරණ ප්රමිතියට අනුව JB/T2300-2011, ISO 9001:2015 සහ GB/T19001-2008 හි කාර්යක්ෂම තත්ත්ව කළමනාකරණ පද්ධති (QMS) ද අපි සොයාගෙන ඇත.
2. අපි ඉහළ නිරවද්යතාවයකින්, විශේෂ අරමුණකින් සහ අවශ්යතා සහිතව අභිරුචිකරණය කරන ලද ස්ලූවිං බෙයාරිං පිළිබඳ පර්යේෂණ සහ සංවර්ධන කටයුතු සඳහා කැප වෙමු.
3. බහුල අමුද්රව්ය සහ ඉහළ නිෂ්පාදන කාර්යක්ෂමතාවයකින්, සමාගමට හැකි ඉක්මනින් පාරිභෝගිකයින්ට නිෂ්පාදන සැපයිය හැකි අතර පාරිභෝගිකයින්ට නිෂ්පාදන සඳහා රැඳී සිටීමේ කාලය කෙටි කරයි.
4. අපගේ අභ්යන්තර තත්ත්ව පාලනයට ප්රථම පරීක්ෂාව, අන්යෝන්ය පරීක්ෂණය, ක්රියාවලිය තුළ තත්ත්ව පාලනය සහ නිෂ්පාදනයේ ගුණාත්මකභාවය සහතික කිරීම සඳහා නියැදි පරීක්ෂාව ඇතුළත් වේ.සමාගමට සම්පූර්ණ පරීක්ෂණ උපකරණ සහ උසස් පරීක්ෂණ ක්රමයක් ඇත.
5. ශක්තිමත් අලෙවියෙන් පසු සේවා කණ්ඩායමක්, පාරිභෝගික ගැටළු කාලෝචිත ලෙස විසඳා, පාරිභෝගිකයින්ට විවිධ සේවාවන් සැපයීමට.